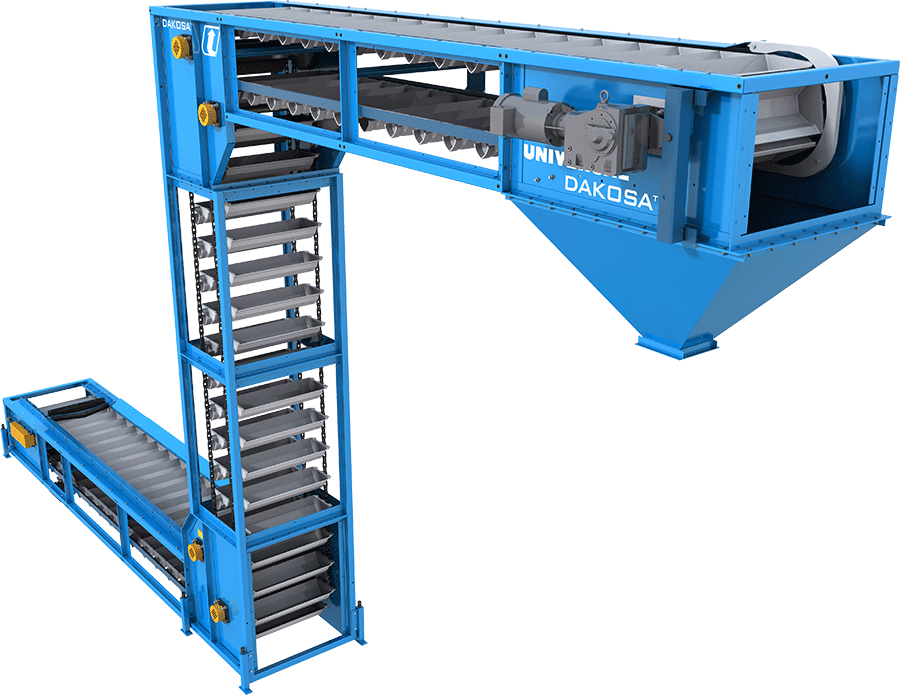
Universal Industries, Inc.® manufactures the DAKOSA® Continuous Cup Elevator, the ideal solution for product that requires gentle handling. Our DAKOSA® offers virtually zero product damage and can reach capacities from 500 to 2,690 BPH. This innovative design is offered in multiple configurations and offers field installable intermediate discharges.
Want more information? Visit our DAKOSA® page here.